Сварочный аппарат из электродвигателя
Для трансформатора подойдет любой неисправный электромотор. Лучше использовать двигатель мощностью не менее 7, 5 кВт, с числом оборотов в минуту 740–960, т.к. диаметр его ротора больше, чем у более скоростных. Соответственно, больше внутренний диаметр сердечника. Электродвигатель разбирается, из него вынимается статорная обмотка. Затем корпус статора разбивается и из него извлекается пакет железа.
Мне приходилось изготавливать такой сварочный аппарат. Если корпус чугунный, тогда проще просверлить по длине корпуса победитовым сверлом ряд отверстий и кувалдой расколоть корпус. Удобно использовать тонкое зубило, применяя его как клин. После разборки корпуса ножовкой или «болгаркой» срезать обмотку и по пазам выбить провод. Проще срезать старую обмотку с одной стороны, а с противоположной стороны выдернуть, используя, например, монтировку.
После этого железо тщательно изолируется киперной лентой. Далее на железо наматываются необходимые обмотки – точно так, как на О-образный сердечник, т.е. помощью челнока. Для уточнения числа витков предварительно намотать провод сечением не менее 1, 5 мм2 в количестве 20 витков. Затем на эту обмотку подают напряжение 12 В и при помощи амперметра (предел измерения 5 А) измеряют протекающий ток. Ток должен быть около 2 А. Если ток меньше, то количество витков уменьшают, и наоборот.
После этого можно определить необходимое количество витков на 1 вольт делением полученного числа витков на 12.
Немалая сложность состоит в выполнении вторичной обмотки. Желательно применить провод в стеклянной изоляции и для вторичной обмотки использовать провод ПЭТВ-2 диаметром 2, 36 мм, который складывается 7 раз. Сечение вторичной обмотки получится около 17 мм2.
Первичная обмотка также была выполнена проводом диаметром 2, 36 мм, сложенным вдвое. Можно использовать любой провод диаметром от 1, 5 до 2, 5 мм, предварительно пересчитав по его сечению необходимое количество проводников в витке.
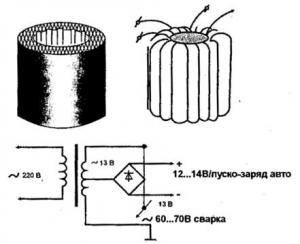
Вначале наматывается первичная обмотка
на 220 В, затем все остальные. Особое внимание обратите на качество изоляции
между обмотками. Сделав отвод во вторичной обмотке для получения напряжения 13
вольт и поставив диоды, получаем пусковое устройство для автомобиля. Напряжение
во вторичной обмотке около 60–70 В. Если осталось место после укладки обмоток,
то можно сделать еще точечную сварку. Например, сделав 4 витка медной полосой
сечением 40 × 5 мм.
Толщина железа, скрепляемого точечной сваркой, – 1, 5 мм. При этих параметрах
сварочный аппарат успешно работает электродами диаметром 3–5 мм.
Дополнение
Применяемые в промышленности асинхронные электродвигатели имеют статор в виде тороидального пакета железа, выполненного из электротехнической стали. Форма статорного магнитопровода имеет сложную форму с пазами различной конфигурации. Магнитопровод электродвигателя обычно запрессован в чугунный или алюминиевый корпус. Для изготовления сварочного аппарата можно использовать трехфазные асинхронные электродвигатели различной мощности. Желательно применять тихоходные и мощные электродвигатели 4–18 кВт с внутренним диаметром кольца 150 мм и внешним – 2400 мм. Высота кольца магнитопровода – 122 мм. Эффективная площадь магнитопровода в этом случае – 29 см2. Первичная обмотка содержит 315 витков медного провода диаметром 2, 2 мм. Вторичная обмотка рассчитана на 50 вольт и выполнена из нескольких проводов общим сечением 22 мм2. Первичная обмотка намотана в два с лишним слоя. Вторичная уложена на ½ длины кольца. Общий вид трансформатор показан на рисунке 1. Вес аппарата около 40 кг. Ток сварки порядка 180 А.