Сварочный трансформатор из понижающего типа ТСЗ (ТСЗИ)
Автор В. Сопот предлагает простую и малозатратную переделку понижающих трансформаторов типа ТСЗ (ТСЗИ)–УХЛ2–380 В (220)/36 В, которые широко используются в промышленности и строительстве для питания специального инструмента, цепей освещения, сигнализации с напряжением питания 36 В.
Преимущество предлагаемой конструкции в том, что сделать сварочный аппарат можно самостоятельно с минимальными затратами времени и вспомогательных материалов. Для этого потребуется трансформатор указанного типа мощностью 1, 5 или 2, 5 кВт
Необходимо придерживаться повторно-кратковременного режима при сварочных работах, т.к. эти аппараты не рассчитаны на длительное протекание сварочных токов.
Перед началом работ измерьте сопротивления обмоток. Для удаления поврежденной обмотки у одних типов трансформаторов необходимо полностью разобрать верхний магнитопровод. В других конструкциях проще – магнитопровод разборной. Вторичные обмотки выполняются алюминиевой лентой, реже медной лентой или проволокой. После переключения на 220 В замерьте ток, потребляемый из сети в режиме холостого хода, – примерно 3–7 А. Трансформатор должен работать тихо, не перегреваясь. Если это не так, значит перепутаны местами концы первичных обмоток — поменяйте их. Напряжение холостого хода на вторичной обмотке равно 70–75 В. Предлагаемая конструкция позволит вам самостоятельно при минимальных затратах времени и вспомогательных материалов собрать свой сварочный аппарат.
Некоторые трансформаторы имеют клеммную пластину, расположенную под верхней крышкой корпуса. Такой трансформатор можно использовать в качестве трехфазного понижающего. Для этого необходимо лишь произвести некоторые коммутации на клеммной пластине.
При сомнениях в исправности трансформатора необходимо снять корпус, замерить сопротивление первичных обмоток. Поврежденную обмотку необходимо удалить. Для этого отвинчиваются два верхних болта, которые стягивают магнитопровод, болты вынимаются. Далее, подняв магнитопровод на угол 40–60°, извлекают сгоревшую обмотку. Некоторые конструкции требуют полной разборки магнитопровода на отдельные пластины. Если сгоревшая обмотка находится сбоку, то ее можно заменить перестановкой, например из средней обмотки.
Собирается трансформатор в обратном порядке.
Если трансформатор будет использоваться только в качестве сварочного, то можно извлечь свободную обмотку для облегчения веса и использовать ее как запасную.
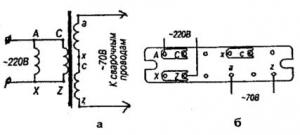
Центральную вторичную обмотку соединить последовательно с крайними вторичными обмотками (x–b; y–c). При этом напряжение в точках соединения должно последовательно возрастать: между точками «а–x» 20–25 В, между точками «а–y» 40–50 В, между «а–z» 65–75 В.
Если это не так, то поменяйте местами начало и конец вторичной обмотки, после которой нет роста напряжения. Центральную вторичную обмотку можно не подключать, а крайние обмотки подключить по схеме «а,x – c,z», т.е. перемычка между «x» и «c», а выводы на сварку подключать к «а» и «z». При этом напряжение будет примерно 50 В.
Переделанный таким образом сварочный аппарат подключается к бытовой электросети 220 В через автоматический выключатель типа АП–50 на рабочий ток 16–25 А проводом сечением не менее 2, 5 мм2. Надо учитывать, что обмотки этих трансформаторов не рассчитаны на длительное протекание сварочного тока. Аппараты сильно нагреваются в режиме «резка». Поэтому необходимо строго соблюдать режимы работы. Можно установить в корпусе вентилятор для принудительного охлаждения.