Сварочный трансформатор с электронной регулировкой тока
М. Терлецкий предложил схему сварочного трансформатора с электронной регулировкой тока на тиристорах, получившую распространение в последнее время. Схема проста, используются доступные материалы и детали.
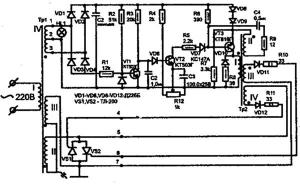
При внимательном изучении оказалось, что это аналог промышленного аппарата «Разряд-250». Принципиальная схема трансформатора приведена на рисунке 1.
Трансформатор состоит собственно из силового трансформатора Tp1, регулирующих тиристоров VS1, VS2, включенных в цепь силовой обмотки II, и блока электронной регулировки, вырабатывающего управляющие импульсы. Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс ее образования в начальный момент сварки. Обмотка IV питает блок электронной регулировки тока. Блок, собранный без ошибок и из исправных деталей, в наладке не нуждается. В основе блока электронной регулировки лежит схема аналога промышленного трансформатора ТС-200.
Собственно трансформатор Tp1 изготовлен на основе статорного сердечника асинхронного двигателя переменного тока, мощностью 15–22 кВт. После извлечения статора из корпуса обматывают статор несколькими слоями стеклоткани или киперной ленты. Промазывают изолирующий материал эпоксидным клеем или масляным лаком типа ПФ-231.
Первичная обмотка выполнена проводом ПЭВ-2 (медный) или АПСО (алюминиевый) диаметром 2, 5 мм. Провод наматывают равномерно по всему периметру магнитопровода. Если нет провода такого диаметра, то обмотку выполняют двумя проводами. При этом их суммарное сечение должно быть не менее 5 мм2. После этого первичную обмотку изолируют 2–3 слоями стеклоткани или киперной ленты.
Затем проверяют обмотку на наличие короткозамкнутых витков. Для этого обмотку включают в сеть переменного тока напряжением 22 В. Ток в цепи обмотки не должен превышать 0, 3–0, 5 А. Если ток больше, обмотку придется перемотать.
Вторичную обмотку II выполняют проводом сечением 35 мм2. Обмотка содержит 60 витков. В качестве провода используют шину из меди или алюминия с надежной изоляцией. Рядом с обмоткой II на магнитопроводе размещают обмотку III, содержащую 60 витков провода типа ПЭВ-2 диаметром 2, 5 мм. Обмотка IV содержит 40 витков провода марки ПЭВ-2 диаметром 0, 7 мм с отводом от середины. Все обмотки тщательно изолируются, как и обмотка I.
После сборки трансформатор испытывается на холостом ходу. При указанном токе 0, 3–0, 5 А на обмотках II, III напряжение равно 60 В, а на обмотке IV – 40 В.
Трансформатор Тр2 намотан на магнитопроводе Ш16 с толщиной набора 16 мм. Его обмотка I содержит 140 витков провода ПЭВ-2 диаметром 0, 5 мм. Обмотка II – 70 витков провода ПЭВ-2 диаметром 0, 1 мм. Обмотки III и IV содержат по 90 витков провода ПЭВ-2 диаметром 0, 5 мм.
Резисторы R1-9 – типа МЛТ-0, 5; R10, 11 – типа МЛТ-2; R12 – типа СП2-6А. Конденсаторы С1, СЗ – типа К-50-б; С2 и С4 – типа К-73.
Работу блока управления проверяют осциллографом, нагружая выводы 4–5 и 6–7, резисторами с сопротивлением 50 Ом (мощность 0, 5 Вт). Подсоединив прибор к выводам 4–5, затем к выводам 6–7, изменяя сопротивление движком резистора R12, убеждаются в изменении скважности импульсов. Без осциллографа работоспособность блока проверяют вольтметром переменного тока. Тиристоры устанавливают на теплоотводах с общей поверхностью 1000 см2 каждый.
Вариант конструкции представлен на рисунке 2. Трансформатор Tp1 закреплен на круглом основании из текстолита диаметром 400 мм и толщиной 10 мм или из фанеры толщиной 15 мм. Под трансформатор подложены два яруса из твердой древесины 30 × 30 × 350 мм для циркуляции воздуха. Трансформатор крепится болтом М12, соответствующей длины. Основание имеет две ручки из трубы П-образной формы. На ручках расположены две текстолитовые пластины толщиной 6 мм. На одной установлен блок регулировки, резистор R12, клеммы (болты М12) для присоединения сварочного кабеля, а на другой – две скобы для намотки сетевого кабеля. Здесь можно установить автомат защиты на ток не менее 25 А.
Режим работы сварочного аппарата: 1 час работы, пере¬рыв 10 минут.